ESVHIR-1015

ESVHIR-1015
Extended Stroke Vertical Hydraulic Infrared Welder
The ESVHIR-1015 is an extended stroke, vertical infrared platen orientation, hydraulic motion controlled infrared welding system capable of welding parts up to 10" D x 15" H (254mm x 381mm) or multiple smaller parts. Customized variants of this model are available.
When compared to horizontal platen systems, vertical systems typically: Reduce risk of molten material possibly dripping onto the infrared platen during the melt step (resulting in premature emitter failure). Allow faster tooling changeovers. Allow easier and more positive operator loading and unloading of the tooling. Ensure more precise part half alignment during welding (less scrap) as no special part-part alignment features must be designed into the parts themselves (required for accurate machine pick-up of one part half on horizontal systems).

Infrared Tooling/Fixture Storage Cart w/ Casters

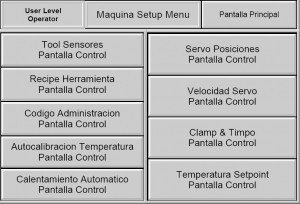
AB PanelView Plus 7 - 1000 Graphic Display Upgrade

External Lighting (Lg.)

Quick Disconnect Tooling Sensors

Quick Disconnect Outlets for Tooling Sensors

Heavy Duty Leveling Casters (Sm.)

Fork Lift Tubes

Light Screen Safety Protection (HP)

LED Four-Color Light Tower
Bilingual Equipment Manual
Bilingual User Interface Panel
Individual User Passcode Log-In

Pendant Arm Mounted User Interface
Special Operating Voltages Transformer
- Operator loads part halves into holding fixtures.
- Operator initiates cycle activation switch.
- Safety doors close.
- Part halves are automatically held with vacuum or mechanical grippers.
- Infrared platen advances between part halves.
- Holding fixtures close to make contact with precise mechanical hard-stops on the infrared platen which maintain spacing between the parts and the infrared platen without actual contact.
- Infrared platen energizes, heating joint areas of part halves.
- Infrared platen de-energizes and holding fixtures retract away from infrared platen.
- Infrared platen retracts.
- Holding fixtures apply part halves together, welding parts together.
- One holding fixture releases its clamping mechanism.
- Holding fixtures open, retaining welded part(s) in one fixture.
- Safety doors open.
- Operator unloads welded part(s).