Designing for Hot Plate Welding
Hot Plate Weld Strength:
The hot plate welding process produces a welded joint which, in many cases, yields a weld strength that is consistently equal to or stronger than any other area of the part. As a result, the weld area can most often be exposed to the same strains and stresses as any other area of the part.Common Hot Plate Welded Materials:
- Acrylonitrile Butadiene Styrene (ABS-Cycolac)
- Acrylic-Styrene-Acrylonitrile (ASA-Geloy)
- PolyOxy-Methylene (POM-Acetal & Delrin)
- PolyAmide (PA-Nylon & Zytel)
- PolyButylene Terephthalate (PBT-Valox & Enduran)
- PolyCarbonate (PC-Lexan & Makrolon)
- PolyCarbonate / Acrylonitrile- Butadiene- Styrene (PC/ABS-Cycoloy & Bayblend)
- PolyCarbonate/ PolyButylene Terphthalate (PC/PBT-Xenoy)
- PolyCarbonate/ PolyEthylene Terephthalate (PC/PET-Xylex & Makroblend)
- PolyEthylene (PE)
- PolyEthylene Terephthalate (PET-Polyester)
- PolyMethyl MethAcrylate (PMMA-Acrylic & Lucite)
- PolyPhenylene Oxide (PPO-Noryl)
- PolyPhenylene Sulfide (PPS-Ryton)
- PolyPropylene (PP)
- PolyStyrene (PS)
- PolySulfone (PSO-Udel)
- PolyVinyl Chloride (PVC-Vinyl)
- PVDF (PolyVinylidene Fluoride (PVDF-Kynar)
- Thermo-Plastic Elastomers (TPE-Santoprene)
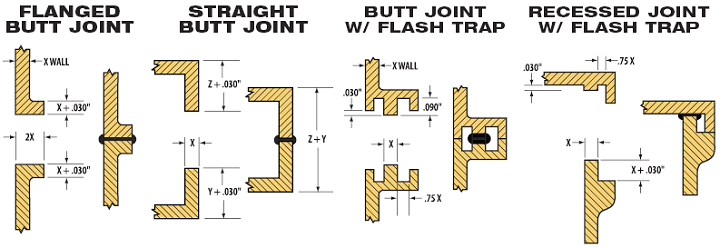
Hot Plate Welding Joint Designs:
Other Hot Plate Welding Design Considerations:
- Joint areas requiring high strength/hermeticity must be supported by tooling. Flanges protruding outward from outer part walls are highly recommended in areas of high strength requirements.
- Allow for sufficient flash/beading. A minimum of 0.030” of part height material will be displaced from the joint during each weld.
- Material choice will largely determine overall cycle time and maintenance required.
- Contours in excess of 45 degrees from a flat plane will not bond adequately in most cases due to lack of ability to compress the joint area.
- For horizontal machines where upper part half pick-up is desired, the part halves will require alignment features to self locate if possible. Otherwise, costly alignment features must be added to the tooling.