About Hot Plate Welding
Hot Plate Welding is a thermal welding technique capable of producing strong, air-tight welds in thermoplastic parts. When using thermal energy in a tightly controlled manner, thermoplastic parts can be heated to molten temperatures very quickly and then joined together.
Thermal heat is introduced to the interface of each part half by a precision temperature controlled platen consisting of multiple uniform temperature distribution cartridge heaters.
Hot Plate Welding Process:
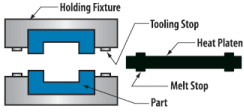
Step One
Part halves are placed into and securely gripped by precision holding fixtures which insure adequate support and accurate alignment of the part halves throughout the hot plate welding process.

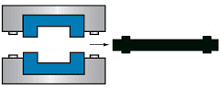
Step Two
To heat the part joint area, a thermally heated platen is placed between the part halves. The holding fixtures close to compress and melt the part halves to be welded against the platen, displacing material at the joint area only

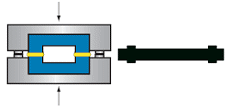
Step Three
Compression and material displacement continue until precision hard-stops built into the tooling are met. Thermal heat continues to conduct into the material even though compression and displacement have stopped.
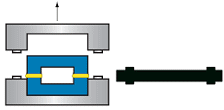
Step Four
After the joint area reaches molten temperature, the holding fixtures open and the heat platen is withdrawn.
Step Five
The holding fixtures then close, forcing the two parts together until hard-stops on the holding fixtures come into contact with one another.
Step Six
When cooling is complete, the gripping mechanism in one of the holding fixtures releases the part, the holding fixtures open and the finished part may be removed.
Vertical vs. Horizontal Platen Systems:
Vertical |
Horizontal |
| Easy to manually load both part halves positively into the tooling, ensuring precise, repeatable alignment during welding. | More difficult to manually load both part halves positively as access to upper tool can be ergonomically challenging. |
| Not ideal when internal componentry is loose inside the part halves prior to welding. | Ideal system for part designs where internal components are loose inside the lower part half prior to welding. |
| No simple option for operator to load part halves outside the machine. | Allows option of manually loading part halves outside the machine (requires drawer load and automatic top-half part pick-up). |
| No special location features need be designed into the part halves or tooling for accurate alignment. | Requires special location features be designed into molded parts themselves or the tooling (increases tooling cost/complexity) when using automatic top-half parts pick-up. |
| Faster tool changeover than most horizontal machines offered today. | Slower tooling changeover typically. |
| More complex to automate (often requires roboticaction). | Very easy to automate when optional drawer load and automatic part drop to conveyor belt is used. |
| Not ideal for automatic part drop (onto conveyor belt) after welding. | Allows easy automatic part drop onto conveyor belt after welding (when equipped with optional drawer load). |
| Twin motion (left and right) fixturing allows independent control of force/speed on each part half, both against heat platen and against each other. | Single motion (upper only) fixturing allows independent control of force/speed of upper part half only. |
Critical Hot Plate Welder Parameters:
- Temperature
- Melt Time (parts against heated platen)
- Transition (aka: ‘Open’) Time between Melt and Weld/Seal Steps
- Weld/Seal Time (parts clamped together)
- Melt Depth (controlled by stops)
- Weld/Seal Depth (controlled by stops)
- Melt Force
- Weld/Seal Force
Time and Temperature:
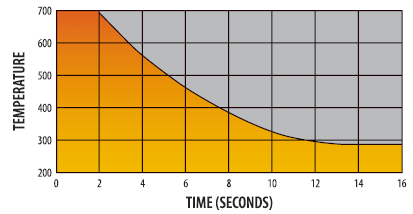
The platen temperature to melt the part interface depends on the type of plastic being joined. Each thermoplastic has a characteristic melt time/temperature curve, and a weld can be produced at any temperature on the curve. Typically the highest possible temperature at the shortest time is selected to minimize cycle times.The typical hot plate temperature range is 300° to 950°F.
Types of Hot Plate Welds:
Low Temperature
- Temperatures less than 500°F
- Low temperature tools require Teflon coated heat platen inserts or Teflon cloth.
- Typically coating/cloth needs replacement every 1500-8000 cycles.
- Used on Medical Applications even with High Temp materials to eliminate contamination / discoloration / maximize weld strength.
- Typical cycle time is 20-40seconds.
High Temperature
- Temperatures higher than 500°F
- High temperature tools are typically manufactured using P-20 tool steel.
- No melt release coatings typically required
- Melt residue smokes away or requires brush cleaning(Nylon)
- Smoke/Fumes present: requires exhaust/smoke removal or aircleaning
- Typical cycle time is 10-30 seconds.
Non-contact
- Typically temperatures higher than 900°F
- No residue on platen.
- No material discoloration.
- Precise molding tolerances required.
- Not limited to flat mating surfaces.
- Typical cycle time exceeds 40 seconds.
- Technique is most complicated and least often used in production hot plate welding.
Contact vs. Non-Contact Hot Plate Welding:
CONTACT WELDING |
NON-CONTACT WELDING |
| High or Low Temp | Very High Temp above 900ºF (typically) |
| Faster cycle times: 15 to 60 seconds typical | Slower cycle times: 30 to 90 seconds typical |
| Higher Maintenance. Teflon coating or Teflon Coated Fiberglass Cloth required on heat platen or insert surface with some materials. Some fillers in high temp materials leave residue on platen which must be brushed/wiped several times per day. | Lower Maintenance. No coating required regardless of the material to be welded. |
| Parts can be welded without absolute precision as joint surfaces will be made parallel to one another during melt phase when polymer is making contact with heat platen. | Parts must be molded more precisely as there is no contact based melt step to flatten/parallel joint surfaces. |
| Flash traps may be required for cosmetic applications when welding with contact. | Due to limited displaced material, flash traps are often not required. |
| Temperatures typically below 900ºF. Limited risk of thermal damage to non-joint areas of parts in close proximity to heat source. | Temperatures often in excess of 900ºF. High risk of thermal damage to non-joint areas of parts in close proximity to heat source. |