Designing for Infrared Welding
Designing for Infrared Welding
Infrared Weld Strength:
As with the hot plate welding process, infrared welding produces a welded joint which, in many cases, yields a weld strength that is consistently equal to or stronger than any other area of the part. As a result, the weld area can most often be exposed to the same strains and stresses as any other area of the part.
Common Infrared Welded Materials:
- Acrylonitrile Butadiene Styrene (ABS-Cycolac)
- PolyOxy-Methylene (POM-Acetal & Delrin)
- PolyAmide (PA-Nylon & Zytel)
- PolyButylene Terephthalate (PBT-Valox & Enduran)
- PolyEthylene (PE)
- PolyEthylene Terephthalate (PET-Polyester)
- PolyMethyl MethAcrylate (PMMA-Acrylic & Lucite)
- PolyPhenylene Oxide (PPO-Noryl)
- PolyPhenylene Sulfide (PPS-Ryton)
- PolyPropylene (PP)
- PolyStyrene (PS)
- PolySulfone (PSO-Udel)
- Thermo-Plastic Elastomers (TPE-Santoprene)
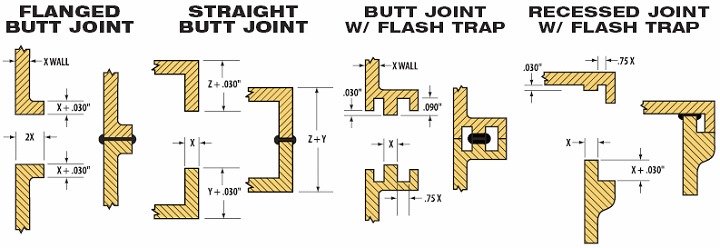
Infrared Welding Joint Designs:
Material displacement is typically 0.030" total. This results only from 0.015" material displacement per side from material fusion during the weld/seal step as there is no displacement during the infrared melt step. This may vary depending on part material and geometry. We strongly recommend discussing your joint design with one of our application engineers before arriving at your final part design.